The main function of the mold copper tube is to provide rapid and uniform cooling of the molten steel in CCM, promote the rapid and uniform growth of the steel billet, and form a good quality steel billet. It is ensured that under the action of mechanical stress and thermal stress, the produced steel billet will neither be broken nor produce quality defects such as distortion and cracks.
Picture of continuous casting machine:

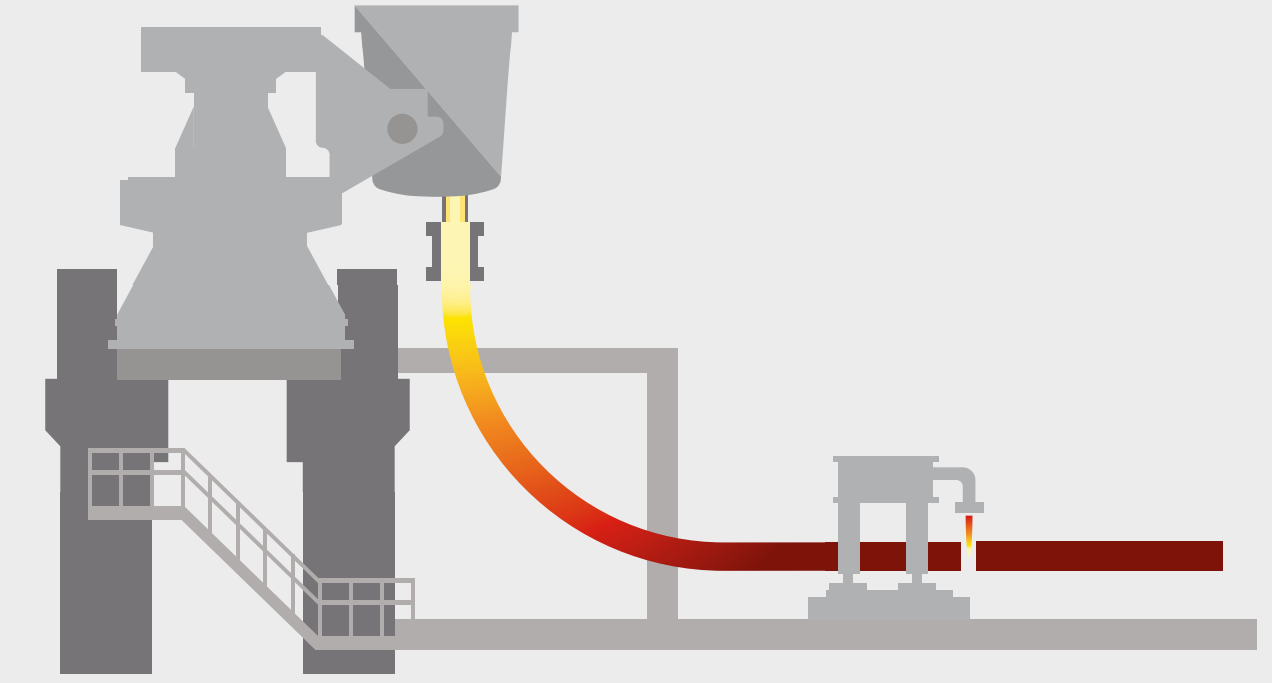 The molten steel is distributed to multiple molds through the pouring box. The pouring box is usually equipped with a stopped rod or slide valve to control the flow of molten steel into the mold. The molten steel enters the 70 to 120 cm long copper mould tubes, and solidifies under the action of the outer layer of water cooling. The steel cools to a certain extent, forming a solid shell, and the hot steel strand leaves the bottom mold. The second cold section is sprayed with pressurized water. At the same time, the internal area will solidify in a short time.
The molten steel is distributed to multiple molds through the pouring box. The pouring box is usually equipped with a stopped rod or slide valve to control the flow of molten steel into the mold. The molten steel enters the 70 to 120 cm long copper mould tubes, and solidifies under the action of the outer layer of water cooling. The steel cools to a certain extent, forming a solid shell, and the hot steel strand leaves the bottom mold. The second cold section is sprayed with pressurized water. At the same time, the internal area will solidify in a short time.
In order to reduce the friction between the mold and the billet, the mold oscillates at a frequency of 60 to 360 strokes per minute, with an amplitude of about 3 to 10 mm, besides, the internal taper design of the mold also reduces friction.
The following figure shows the principle of the influence of the control system and actuator on the CCM, the level measurement of the mold and the composition of the CCM:
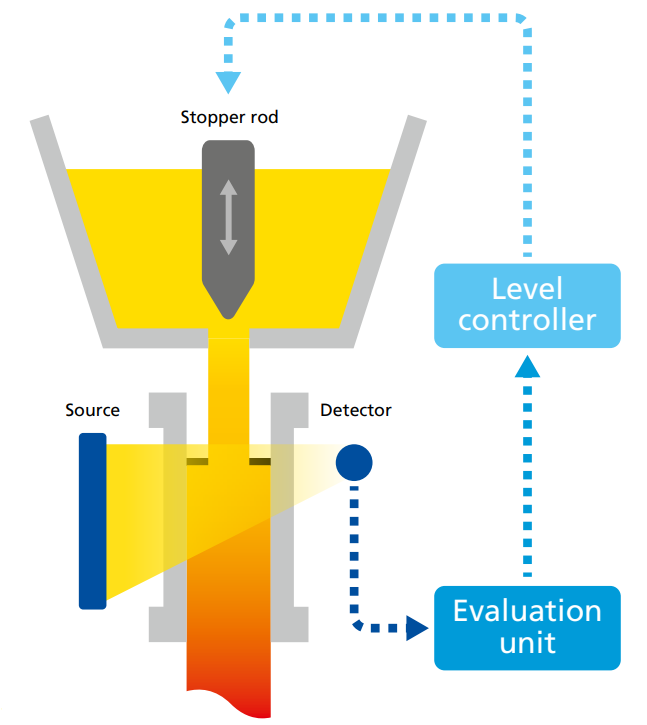
Depending on the casting speed, sufficient molten steel must be continuously supplied to the mold to keep the molten steel level in the mold constant. If the liquid level is too high, the molten steel overflows from the mold, and the die head seals are in danger of burning; if the liquid level is too low, the cooling effect is insufficient, and the solidified shell of the billet is too thin, and the uncooled molten steel will pass out from under the mold and leaking out.
In addition, during the critical start-up stage of the casting process, the mold liquid level above the cold billet rises rapidly, and the drive must be started at an appropriate time. The drive first pulls down the cold billet through the roller system, and then pulls down the hot steel.
If you need copper mould tubs used for CCM, please contact us. We will provide the most cost-effective quotation and the best service.